

在压力容器、桥梁、航空航天等关键结构制造与运维中,内部缺陷如裂纹、未熔合、夹杂等是潜在失效的根源。超声探伤(Ultrasonic Testing, UT)凭借高灵敏度、深度定位及定量评估能力,成为无损检测体系的核心技术。本文将系统解析其工作原理、典型应用场景及缺陷判读逻辑,为质量控制提供专业参考。
一、技术原理:声波反射精准定位缺陷
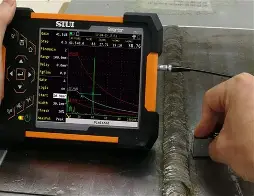
UT基于超声波在材料中传播遇缺陷界面产生反射的物理特性。探头发射脉冲声波,接收反射回波,通过时基扫描将时间差转换为深度距离,结合探头移动轨迹实现缺陷三维定位。现代数字仪器更支持DAC/TCG补偿、TOFD、相控阵等高级功能,大幅提升检测精度与效率。
二、典型应用场景与方法选择
不同工件结构与缺陷类型需匹配相应检测方案:
| 应用对象 | 推荐方法 | 核心优势 |
|---|---|---|
| 对接焊缝 | 斜探头脉冲回波法 | 灵敏检测未焊透、裂纹等面状缺陷 |
| 厚壁铸件/锻件 | 直探头纵波法 | 有效探测内部缩孔、夹杂等体积型缺陷 |
| 薄板/复合材料 | 高频聚焦探头 | 提升近表面分辨率,减少盲区干扰 |
| 复杂几何结构 | 相控阵超声(PAUT) | 电子扫查灵活覆盖,成像直观高效 |
三、缺陷判读关键技巧
- 波形特征分析:裂纹回波尖锐陡峭,气孔回波圆钝,夹渣回波杂乱。
- 动态扫查验证:移动探头观察回波幅度变化,区分真实缺陷与结构干扰。
- 多角度复核:采用不同K值探头或TOFD技术交叉验证,避免漏检。
- 参考试块校准:使用CSK、RB等标准试块校准灵敏度与分辨率。
四、数据报告与质量决策
UT检测的价值在于将波形信号转化为质量决策依据:
- 按NB/T 47013、ASME V等标准对缺陷进行编码、定量与评级。
- 结合工艺参数分析缺陷成因(如焊接参数、热处理),推动过程改进。
- 为返修、降级使用或报废决策提供客观证据,平衡安全与成本。
总结
超声探伤是保障关键结构安全的核心技术,其有效性依赖于方法选择、操作规范与判读经验。掌握波形分析逻辑、标准化流程及多技术融合策略,方能实现缺陷的精准识别与风险管控。对于高要求工况或争议性结果,建议引入第三方专业机构复验。
上海德垲检测拥有相控阵超声、TOFD、常规UT等全套检测能力,配备持证Ⅱ/Ⅲ级工程师团队,可提供焊缝、铸件、复合材料等多元对象的超声探伤服务。我们严格遵循国内外标准,出具CNAS/CMA认证报告,助力客户实现制造质量与在役安全的双重保障。




