铸铁因其优异的铸造性能与减震特性,广泛应用于机床底座、发动机缸体等关键部件。然而,铸铁高碳、高硅的成分特点导致其焊接性极差,极易产生白口组织、淬硬马氏体及焊接裂纹。因此,开展系统的焊接工艺评定,是确保铸铁件修复或连接质量不可或缺的技术环节。
一、铸铁焊接的核心挑战
铸铁焊接的难点源于其独特的冶金特性:
- 白口倾向:快速冷却时碳以Fe3C形式析出,形成硬脆白口组织,难以机械加工。
- 裂纹敏感性:高碳含量+焊接应力+氢致脆化,三重因素叠加易诱发冷/热裂纹。
- 熔合区性能突变:母材与焊缝成分差异大,易形成脆性过渡层。
二、工艺评定关键参数设计
| 参数类别 | 控制要点 | 典型取值范围 |
|---|---|---|
| 预热温度 | 减缓冷却速度,降低热应力 | 灰铸铁:200-400℃;球墨铸铁:300-500℃ |
| 焊材选择 | 镍基/铜基焊条抑制白口,匹配强度 | Z308(纯镍)、Z408(镍铁)、铜基焊丝 |
| 层间温度 | 避免温度骤降导致淬硬 | 不低于预热温度,≤400℃ |
| 焊后热处理 | 消除应力,促进石墨化 | 550-650℃保温缓冷(视工件尺寸) |
三、检测验证:从宏观到微观的评定体系
1. 外观与无损检测
焊缝表面应无裂纹、气孔、未熔合等缺陷;采用渗透检测(PT)或磁粉检测(MT)验证表面完整性。
2. 力学性能测试
- 拉伸试验:评估焊缝抗拉强度是否满足设计要求。
- 弯曲试验:检验焊缝塑性及熔合区结合质量。
- 硬度分布:沿焊缝-热影响区-母材测硬度梯度,识别脆硬区域。
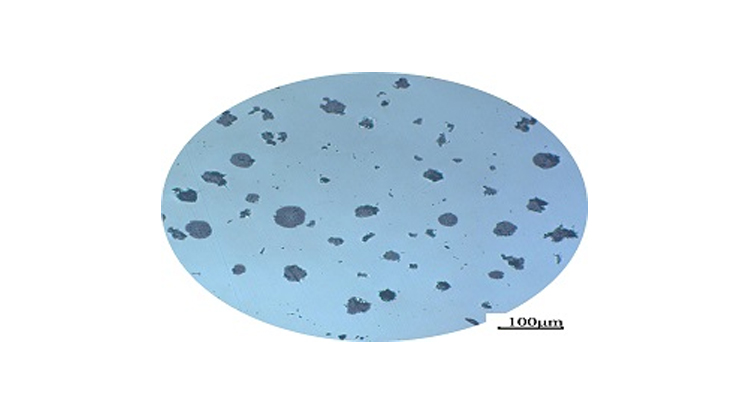
3. 金相组织分析
重点观察:①焊缝石墨形态(球状/片状);②热影响区白口层厚度;③裂纹萌生位置与扩展路径。
四、典型缺陷预防策略
- 裂纹控制:采用小电流、短段焊、锤击消应力;焊后立即保温缓冷。
- 白口抑制:选用高镍焊材,延长高温停留时间促进石墨析出。
- 气孔预防:焊前彻底清理油污、锈迹;焊条严格烘干(350℃×2h)。
总结
铸铁件焊接工艺评定是一项系统工程,需综合考虑材料特性、工艺参数与检测验证。通过科学的预热控制、焊材匹配及焊后处理,可显著降低白口与裂纹风险,提升铸铁焊接接头的服役可靠性。建议企业在开展铸铁修复前,务必完成充分的工艺试验与评定,避免盲目施焊导致工件报废。
上海德垲检测-老化测试具备丰富的铸铁焊接工艺评定经验,可提供从方案设计、试件焊接、性能测试到报告出具的全流程服务。我们配备金相分析、力学试验、无损检测等专业设备,严格依据GB/T 25776、JB/T 6046等标准执行,助力客户高效通过焊接工艺认证。